
Advanced Manufacturing Excellence
Precision, quality, and consistency at every stage of production
Advanced Manufacturing Excellence
At Respel Pharma, manufacturing is driven by precision, discipline, and a commitment to excellence. Backed by decades of experience, our processes are designed to ensure that every product delivers consistent quality, safety, and effectiveness.




Our Facility
Our GMP-certified manufacturing unit in Bengaluru, Karnataka, spans over 13,000 sq. ft. and is designed to support efficient, large-scale production. The facility is equipped with modern infrastructure that enables controlled, hygienic, and streamlined operations across every stage of manufacturing.
To ensure precision, scalability, and consistent output, our facility is supported by a range of advanced machinery:
> Tablet Compression Machines
Capable of producing up to 1,62,000 and 28,800 tablets per hour, ensuring high-volume and consistent tablet manufacturing.
> Emulsifying Vacuum Mixer
A state of the art system used for the preparation of ointments and semi-solid formulations, ensuring uniform mixing and product stability.
> Ointment Tube Filling Machine
Efficient packaging capability of up to 3,000 tubes per hour, maintaining hygiene and accuracy.
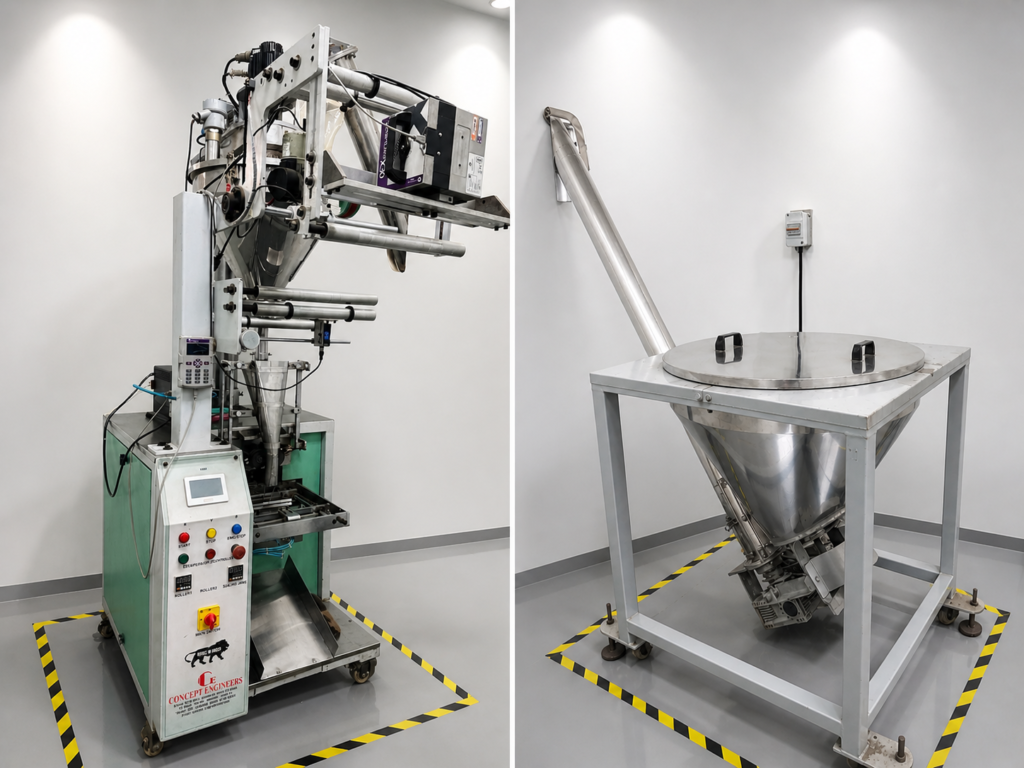
> Powder Packing Auger Machine with Loader
High-speed packing of up to 4,000 pouches per hour, ensuring precision in weight and consistency.
> Pulverizer & Ribbon Mixer
Designed to process and blend even the toughest raw materials into fine, uniform powders at high efficiency.
> Semi-Automatic Liquid Packing Machine
Capable of filling up to 1,000 jars per hour, ensuring controlled and accurate liquid packaging.
Quality & Compliance
Quality is central to everything we do. Our processes are designed to ensure that every product meets the highest standards of safety, consistency, and effectiveness.
We follow strict quality protocols across all stages of manufacturing:
> GMP-certified manufacturing practices
> Rigorous quality control at every stage
> Comprehensive testing to ensure safety and effectiveness
> Adherence to established industry standards and protocols
In addition, we conduct detailed raw material testing to ensure purity and quality before production:
> Loss on Drying (LOD) to determine moisture content
> Total Insoluble Ash to assess impurities and contaminants
> Water Soluble Extractive Value to evaluate active component availability
Every product is carefully evaluated through these processes to ensure it meets our commitment to excellence, reliability, and safety.

Our Commitment
At Respel Pharma, manufacturing is not just a process, it is a responsibility. We are dedicated to delivering reliable, high-quality herbal solutions that support better health for animals and people alike.